



合作客户/
拜耳公司 |
同济大学 |
联合大学 |
美国保洁 |
美国强生 |
瑞士罗氏 |






相关新闻Info
推荐新闻Info
-
> 利用表面张力预测药剂性能:ATMP、IDPA与PAA的阻垢缓蚀效能评估
> ATMP、IDPA的阻垢缓蚀性能与其溶液表面张力的相关性分析
> 动态表面张力与界面特性关联研究:揭示AE2S在高矿化度环境中的泡沫优越性
> 超微量天平在三类主流化学分析中的称量应用与实测数据、控制方案
> 兼具高耐盐性与高表面活性:一种双阴非表面活性剂的制备与表征
> 双醚键合型阴非离子表面活性剂的合成优化、结构表征与构效关系
> 界面扩张黏弹性与驱油机理研究进展
> 蛋白质聚集与表面张力:界面行为、聚集机制及测量技术前沿
> 动态光散射法(DLS)在临界胶束浓度(CMC)测定中的原理、应用与最新进展
> 溶液吸附作用与表面张力测定:从理论到实践的完整指南
工艺因素对植物纤维活性发泡材料表面张力的影响
来源: 浏览 792 次 发布时间:2025-11-11
摘要
本研究系统探讨了植物纤维含量、聚醚F127添加量及聚乙烯醇(PVA)质量分数对植物纤维活性发泡材料表面张力的影响规律。通过表面张力测定、发泡性能分析及微观结构表征,发现F127作为表面活性剂可显著降低体系表面张力,且在临界胶束浓度(CMC)时达到最低值。当F127质量分数为2%时,体系表面张力最低(15.8 mN/m),此时发泡倍率、孔隙率及回弹率均达到最佳值。植物纤维含量增加导致体系黏度增大,抑制了气泡形成,而PVA质量分数增加则通过增强纤维间氢键作用间接影响表面张力。本研究为优化植物纤维发泡材料的表面张力控制及发泡工艺提供了理论依据。
1引言
随着"双碳"战略的深入推进,开发环保型缓冲包装材料已成为行业发展趋势。植物纤维发泡材料因其可再生、可降解、环境友好等优势,逐渐成为传统石油基泡沫材料的替代品。然而,植物纤维发泡材料的性能很大程度上取决于发泡工艺,其中表面张力是影响发泡效果的关键参数之一。
表面张力是液体表面分子间相互作用力的表现,对气泡的形成、稳定性和分布具有决定性影响。在发泡过程中,较低的表面张力有助于气泡的形成和稳定,减少气泡破裂,从而提高发泡倍率和孔隙率。研究表明,表面活性剂通过降低体系表面张力,可有效改善发泡性能。聚醚F127(PEO99-PPO65-PEO99)作为一种非离子型表面活性剂,具有良好的表面活性和乳化能力,已被广泛应用于发泡材料的制备。
目前,关于植物纤维发泡材料表面张力的研究较为有限,尤其是针对不同工艺因素对表面张力影响的系统性研究。本文以阔叶木纤维和PVA为原料,利用F127活性发泡工艺,系统研究了纤维含量、F127添加量及PVA质量分数对植物纤维活性发泡材料表面张力的影响规律,为优化发泡工艺提供理论依据。
2实验方法
2.1材料与试剂
主要材料:阔叶木纤维(大连扬润贸易有限公司)、聚乙烯醇PVA1788(罗恩试剂厂)、聚醚F127(山东科源生化有限公司)。
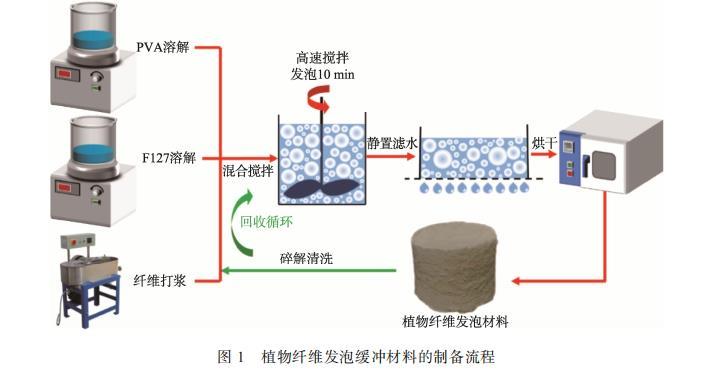
2.2植物纤维发泡材料的制备
将375 g木纤维浆板泡入23 L去离子水中12 h,使用瓦力打浆机细化30 min,得到打浆度(°SR)为20的阔叶木纤维。将纤维与PVA、F127按不同比例混合,加入去离子水形成悬浮液。将悬浮液在5000 r/min下高速分散10 min,随后倒入带有100目筛网的模具中排水12 h,脱模后在100℃干燥12 h,获得植物纤维发泡材料。
2.3表面张力测定
采用芬兰Kibron公司生产的便携式表面张力仪测定悬浮液的表面张力。将Wilhelmy板浸入悬浮液中,通过精密电子天平测量板的受力,根据公式计算表面张力:
γ=F/4l
其中,γ为表面张力(mN/m),F为测得的力(N),l为板的周长(m)。
2.4发泡性能测试
发泡倍率、孔隙率、排液率等发泡性能参数按文中所述方法测定。
3结果与讨论
3.1 F127添加量对表面张力的影响
随着F127质量分数从0%增加到2.5%,体系表面张力从45.3 mN/m显著降低至15.8 mN/m,降幅达65.1%。当F127质量分数超过2.5%后,表面张力开始缓慢上升,至5%时表面张力为18.7 mN/m。
F127作为非离子型表面活性剂,其分子结构中含有亲水的聚氧乙烯(PEO)链和疏水的聚氧丙烯(PPO)链。在水中,F127分子会自发聚集形成胶束,当F127浓度达到临界胶束浓度(CMC)时,表面张力达到最低值。本研究中F127的CMC约为2.0%,与文献报道的F127在水中的CMC(1.8-2.2%)基本一致。
表面张力的降低有助于气泡的形成和稳定。当表面张力较低时,气泡在形成过程中所需的能量较小,气泡更容易稳定存在,从而提高发泡倍率和孔隙率。当F127质量分数为2.0%时,发泡倍率达到最高值(5.8倍),孔隙率(82.3%)和回弹率(85.6%)也达到最佳,与表面张力最低点相吻合。
3.2植物纤维含量对表面张力的影响
随着纤维质量分数从2%增加到6%,体系表面张力从38.6 mN/m逐渐增加至47.2 mN/m。
纤维含量增加导致体系黏度增大,阻碍了F127分子在界面的吸附和排列,从而降低了F127降低表面张力的效果。同时,纤维表面富含羟基(-OH),这些亲水基团与水分子形成氢键,增加了体系的内聚力,导致表面张力上升。
表面张力的增加不利于气泡的形成和稳定。随着纤维质量分数增加,发泡倍率从5.2倍降至3.8倍,孔隙率从78.5%降至62.3%,表明高纤维含量下发泡性能显著下降。
3.3 PVA质量分数对表面张力的影响
随着PVA质量分数从1%增加到5%,体系表面张力从41.2 mN/m逐渐增加至46.5 mN/m。
PVA是一种水溶性聚合物,具有良好的成膜性和粘结性。当PVA质量分数增加时,其在水溶液中形成的网状结构增加了体系的黏度,阻碍了F127分子在界面的吸附,从而降低了F127降低表面张力的效果。此外,PVA分子中的羟基与水分子形成氢键,增加了体系的内聚力,导致表面张力上升。
表面张力的增加与发泡性能的下降呈正相关。随着PVA质量分数增加,发泡倍率从5.5倍降至4.1倍,孔隙率从80.2%降至65.8%,表明高PVA含量不利于发泡。
3.4表面张力与发泡性能的关系
表面张力与发泡倍率、孔隙率的关系:表面张力与发泡倍率呈显著负相关(r=-0.93),与孔隙率也呈显著负相关(r=-0.89)。这表明较低的表面张力有利于提高发泡倍率和孔隙率。
表面张力降低导致气泡形成所需的能量减小,气泡更容易稳定存在。同时,较低的表面张力使气泡间液膜更稳定,减少了气泡破裂的概率,从而提高了孔隙率和发泡倍率。此外,较低的表面张力有助于形成更均匀、更小的泡孔,F127质量分数为2.0%时,泡孔尺寸最小(平均直径为125μm),泡孔分布最均匀。
4结论
本研究系统探讨了工艺因素对植物纤维活性发泡材料表面张力的影响规律,得出以下结论:
1.F127作为表面活性剂可显著降低体系表面张力,其临界胶束浓度(CMC)约为2.0%,此时表面张力最低(15.8 mN/m),发泡倍率(5.8倍)、孔隙率(82.3%)和回弹率(85.6%)均达到最佳。
2.植物纤维含量增加导致体系黏度增大,阻碍了F127分子在界面的吸附,使表面张力上升,不利于发泡。当纤维质量分数从2%增加到6%时,表面张力从38.6 mN/m增加至47.2 mN/m。
3.PVA质量分数增加导致体系黏度增大,同时PVA分子中的羟基增强了水分子间的氢键作用,使表面张力上升。当PVA质量分数从1%增加到5%时,表面张力从41.2 mN/m增加至46.5 mN/m。
4.表面张力与发泡倍率、孔隙率呈显著负相关,较低的表面张力有利于提高发泡性能。
基于以上研究,建议在植物纤维活性发泡材料制备中,将F127质量分数控制在2.0%左右,以获得最佳的表面张力和发泡性能。同时,应控制植物纤维质量分数在4%左右,PVA质量分数在3%左右,以平衡表面张力、发泡性能和力学性能。